耐摩耗コーティング | 株式会社 日本鋳造技術研究所
- すぐに摩耗するのでもっと耐久性を上げたい。
- メンテナンスの頻度が多いので抑えたい。
JCE Quality
日本鋳造技術研究所の耐摩耗コーティング
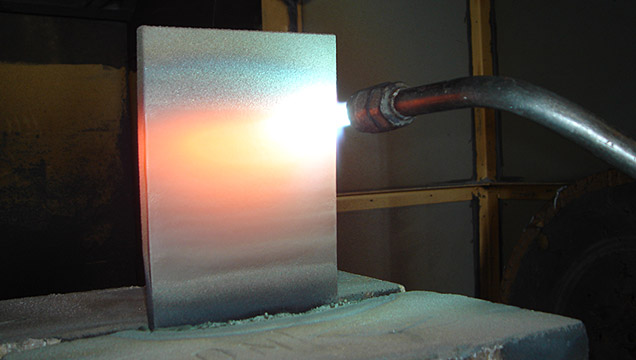
金属面間での磨耗・破片等の微粒子による磨耗・液体による磨耗・腐食による摩耗
摩耗の仕方には色々あり、これらが複雑に絡み合っております。弊社は、磨耗にあった溶射材の選定とお客様のコストメリットが最大限に引き出せる様ご提案させて頂いております。
対応素材について
鋼(軟鋼やステンレス何でも)、アルミ・銅等の非鉄金属、ガラス、木材・・・色々な物に溶射可能です。
溶射の利点
- 溶射の種類によっては熱歪みが殆どない(母材温度は最大でも200℃程度)
- 耐摩耗と同時に、異なる付加価値も付与可能(耐食・耐熱等)
- 溶射材が豊富にある為、費用対効果に見合った数種類の提案が可能
-

スクリューの磨耗する箇所を溶射・・・耐摩耗×耐腐食
超硬(サーメット)溶射:WC系
HV:900~1300 耐摩耗性があり鋼より耐食性が高い -

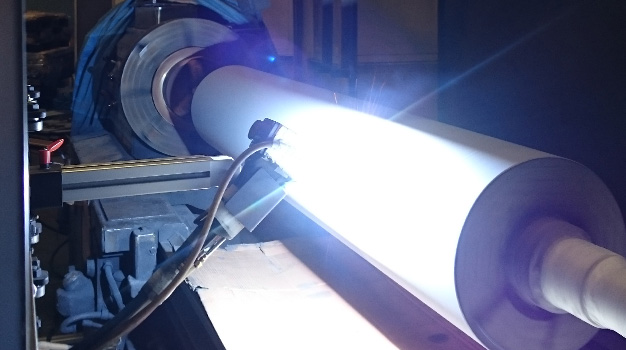
メカニカルシール・スリーブ・プランジャー・・・耐摩耗×摺動
セラミック溶射:酸化クロム(Cr2O3)
HV:1000~1300・・・耐摩耗性があり潤滑性に優れる -
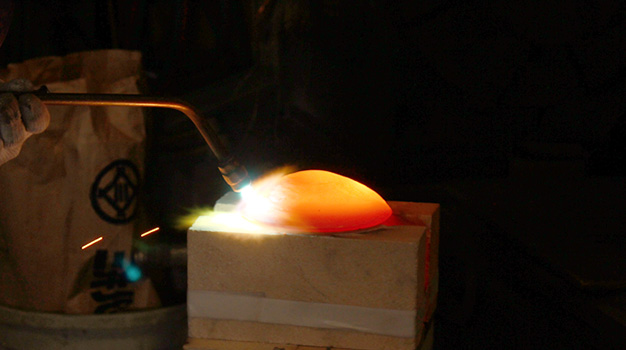
インペラー羽根の溶射・・・耐摩耗×耐熱
自溶性合金溶射:Ni基系
Hv:650~750・・・耐摩耗性があり温度が上がっても硬度が落ち難い -

軸の摩耗部へ硬化肉盛補修・・・耐摩耗×寸法復元
金属溶射:SUS420J2(13Cr)系
HV:300~400・・・軸の補修をしつつ硬度を以前より上げる -

破砕機への寸法復元+超耐摩耗溶射・・・耐摩耗×寸法復元
ABC溶射:超硬カーバイト入り溶射
HV:950~1100・・・減耗分を復元しつつ硬度UP
溶射+αの
表面処理手法のご紹介
素材の表面性質を高めるために行われる手法で、その方法は色々とございます。
溶射では硬さや耐摩耗性・耐食性・耐熱性・断熱性がメインとなりますが、更に非粘着性・潤滑性・離型性・耐酸化性・絶縁性の性質を新たに加えるため、テフロンコーティング・セラミックコーティング・ガラスコーティングを駆使することによって、目的にあったコーティング(表面処理)が可能となります。



オリジナル複合表面処理
代表的なコーティングは下記となります。
-
耐摩耗
摺動
耐摩耗性は単純に硬い材料をコーティングするだけでは不十分です。例えば軸受部であれば軸受鋼に対して摩擦係数の低い弊社の特殊な材料の溶射を実施したり、摺動性に優れたセラミックを溶射することによって、より長寿命化を狙うことが可能です。
-
耐摩耗
耐腐食
一般的に耐腐食が必要な箇所はステンレスが多様されていますが、それでも不十分な場合が多い。そこで、その腐食環境下にあったセラミックや耐食合金を溶射し、場合によっては更にコーティングを実施することによって、耐摩耗性と耐腐食性を兼ね備えたコーティングを実施することが可能です。
-
耐摩耗
寸法復元
シャフトやロールの摩耗部の寸法を復元する際に、素材よりも耐摩耗性に優れた合金、超硬やセラミックを溶射することによって、新作で製作した時よりも長持ちさせることが可能です。
-
耐摩耗
耐熱
金属は温度が上がると硬度(硬さ)が下がってしまい、それによって摩耗が進行することが多い。そこで、温度が上がっても硬度が下がり難い合金や場合によってはセラミックを溶射することによって、耐摩耗性と耐熱性の両立が可能となります。
Example of construction
こんなお悩みを
解決してきました。
-
プラスチック破砕機械製造
- ご要望
- 破砕装置のインペラーの板が直ぐに摩耗するので,もっと耐久性を上げたい
- 対処方法
- 自溶性合金を溶射して耐摩耗性を向上させつつ衝撃があってもコーティングが剥がれ難くする様施工実施
お悩み・困りごと
まずはお気軽に
ご相談ください!
担当者コメント
羽根の交換頻度が圧倒的に減少して,メンテナンスの頻度が少なくなったというお言葉を頂きました